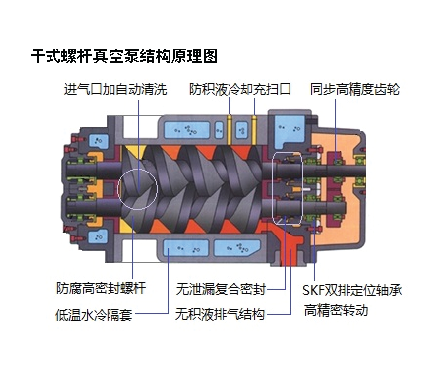
●螺杆转子
转子分为等螺距与变螺距二种结构型式,LG型为等螺距转子,LGP为变螺距转子,转子均由五轴联动复合加工中心设备精密加工制造,加工后均通过精密G1级的动平衡试验,保证设备性能。螺杆转子材质根据不同的使用工况由以下三大类组成:
高等级球状石墨铸钢表面镀NI-P合金。316L等不锈钢材料,钛材料。
●等比齿轮
等比齿轮是螺杆泵上最重要的部件之一,它能够使螺杆转子和转子之间保持固定的间隙。齿轮的齿面经过渗碳淬火处理后用特殊的高精度齿轮抛光设备进行抛光以减少噪音,齿轮精度达5-6级。
●轴承
固定端轴承为SKF双列止推滚珠轴承,延展端轴承为高负载滚柱轴承。这些轴承均能够承受高速高负载运转,同时能够精确保持与齿轮和转子之间的间隙。
●轴封
密封设备由多唇干式不锈钢旋转密封+气封复合组成。这种复合密封设备有效防止油类物质从前端板进入壳体,同时防止被抽介质进入齿轮轴承润滑腔,大大延长泵的使用寿命与减少维护,提高设备可靠性。
●润滑油
真空泵齿轮箱内采用油润滑,油应当添加至油镜中线以上。如果油量太小,轴承、齿轮和机械密封会因异常摩擦而受损。所以,当泵非工作状态时,请检查油量和油污染的状况,以决定是否需要增加或更换润滑油。润滑油将随着定时齿轮的旋转而均匀分布并且润滑轴承和机械密封。
|
性能参数
|
型号
|
LG30
|
LG70
|
LG110
|
LG150
|
LG200
|
LG300
|
|
抽气速率L/S
|
30
|
70
|
110
|
150
|
200
|
300
|
|
极限压力(mbar)
|
0.3
|
0.3
|
0.3
|
0.3
|
0.05
|
0.05
|
|
功率(KW)
|
4
|
7.5
|
11
|
15(11)
|
22
|
22(30)
|
|
转速(rpm)
|
2890
|
2900
|
2900
|
2900
|
2940
|
2900
|
|
进气口直径(mm)
|
Φ40
|
Φ50
|
Φ80
|
Φ100
|
Φ100
|
Φ125
|
|
排气口直径(mm)
|
Φ40
|
Φ50
|
Φ65
|
Φ65
|
Φ65
|
Φ80
|
|
冷却水(L/h)
|
120
|
210
|
240
|
480
|
600
|
720
|
|
噪声(dBA)
|
82
|
85
|
85
|
85
|
85
|
74
|
|
重量(Kg)
|
260
|
370
|
400
|
580
|
680
|
720
|
注意:上述冷却水量是基于环境温度在20oC时候的用量,使用循环用水量会有所变化。以上数据仅供参考。(外形尺寸另附,以上数据仅供参考。改动恕不通知)
|
安装说明
1. 场所:
a) 将泵放置在一个干净、平整、空间足够大的场合。如果必须是在户外安装,那么电机和其他部分防护等级应是户外型。
b) 应该有足够大的空间保证维修维护,如拆卸、重新组装和定期检查等。
2. 基座:
a) 考虑到泵的重量, 基座应该有足够的承载力,一般安泵重的1.5倍计算,基座可以是混凝土也可以是金属框架。基础必须具备足够的强度,基础变形或下沉均会造成泵受力变形,极易使泵出现运行故障,甚至导致泵出现无法修复的损坏。
b) 基础四周应留有5-10厘米的排污沟槽,防止放油或放水时沾污工场。
c) 如果泵四周存在振动源,则必须设计隔振装置,如开设隔振沟等。
d) 如采用混凝土基础,为了使泵顺利理入到混凝土中,基座必须按照泵说明书提供的尺寸预先留孔,并且表面应尽可能平整。
在检查了混凝土是否坚固后,继续管道系统的安装。
e) 如采用钢结构框架,模型架必须牢固,具备足够的支撑强度。
3. 安装:
a) 根据说明手册将泵平稳安装和放置。
b) 将泵放置在基座上,泵座上的固定孔正对基础预留孔,用楔铁调整泵的水平。
c) 将地脚螺栓放入洞中,再穿过泵座上的孔,安上螺帽。
d) 将地脚螺栓洞里用混凝土浆灌实并将缝隙处用薄泥浆填实,薄泥浆由1份水泥、2 份沙子的比例构成,等几天后,水泥浆凝固,然后拧紧螺母。
4. 管路系统
a) 清理进气口和排气口管路,以免生锈,清除灰尘杂质,在泵的吸气口或之上加装 20 目的过滤网。
b) 有可能的话在泵的进气口和排气口都加装弹性膨胀节,并且给管路系统做相应支撑。
c) 消音器安装在排气侧,排气管路尽量畅通。
d) 泵的进气口安装务必安装一个真空逆止阀,如果安装逆止阀有困难,那么就安装一个闸阀。
e) 排气管路上会残存着冷凝下来的液体,在泵下面放置回收罐,这样,在操作过程中,当开启排水阀时,冷凝的气体和水就能被收集起来。
f) 在排水阀下面放置一个接收器,收集废料。
g) 进气管路应该非常严密,即使微小的泄漏都会影响真空度,进气管路原则上尽可能短,少用接头和弯头,与泵联接的管道不应少于泵的口径。
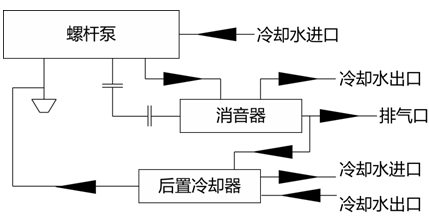
5. 气体冷却与吸扫
这种冷却的目的是要冷却螺杆和泵体内侧。用此种冷却方法冷却泵的运转过程中气体由于被压缩而造成的高温。在此过程中气体从吸入口吸入,通过螺杆的旋转压缩被输送到排气口,气体被压缩热加热。当排气口气体温度达到130℃至200℃之间时,需要用此种方式降温。在大多数情况下,我们使用空气来冷却,这也是我们设备的标准冷却形式。另外,当抽除可凝性气体或溶剂时,也应打开吹扫口。在空气注入口装有一个空气过滤器来净化进入的空气。只是在要求该泵作为气体传输泵用时,才增加后置冷却器,以保证送出的气体纯度。
a) 气体吹扫的参数
|
型号
|
流量m3/h
|
备注
|
|
LG30
|
18
|
这个掺气参数可根据真空泵的真空度进行调整
|
|
LG70
|
25
|
|
LG110
|
28
|
|
LG150
|
30
|
|
LG200
|
48
|
|
LG300
|
48
|
b) 冷却净化的形式
① 标准:通过空气过滤器的空气净化;
② 利用热传导:利用换热器将生产过程中的气体进行循环;
③ 利用惰性气体如 N2 等等,取代空气或冷却的工业废气。
6. 管路系统示意图
7. 净化
a) 密封净化:这种净化是在泵运行过程中用如N2等的惰性气体对前端和后端的唇型密封加压,这样流程气体或流体就不能进入到同步齿轮箱和轴承里。可以使用安装在前后端盖子上的两个螺塞中的任一个,作为密封净化的连接。净化气体压力为常压或低于0.5Kg/cm2。
b) 清洗净化:这种净化是在停比泵的运转之前,对泵体的内部进行清洗。在停止运转之前,关掉吸气口上的主阀门,在进气口短管手动球阀或电磁阀通入净化N2气、蒸汽或清洗剂冲洗10到20分钟以便清理泵内的废气和其他有粘性的物料。在抽取腐蚀有毒的气体或粘性物料(如树脂等)的过程中,这步净化非常重要。
c) 空运转:每个步骤完成之后,仍需将泵在不进气状态下运转10至20分钟。这是为了排除和清理在泵运转过程中产生于泵内的气体,凝缩蒸汽。如果得不到及时清理,残留在泵内的物质会堵塞在泵内,导致泵内的涂层脱落或再次启动泵时电机过载。在这种情况下,需要向泵体和螺杆内通入蒸汽.使凝固物软化,不能试图通过外力使泵运转。
d) 蒸汽清洗方法(在停止泵的运转之后)
◆ 需要蒸汽冲洗的物料:低聚物、单体、聚合物、树脂等;
◆ 蒸汽压力:大约为 1Kg/cm2 ;
◆ 冲洗过程:关闭吸气阀、打开排气阀或消声器、分离器阀。
通过泵入口管路或入口法兰上的螺塞喷入1到10分钟时间的蒸汽(喷入时间随过程中产生的物料多少而相应变化)。
用手去旋转轴(皮带或联轴器的),观察泵是否旋转平滑(此时一定要小心,千万不要开启机器)。
如果泵运转平滑,停止注入蒸汽。然后启动机器,检查泵是否运转正常
e) 如果经过上述过程后并不满意,重复进行上述操作2至3次。
|